 Today was a big day for the fuel tanks. I finally started putting the left tank back together after months of prep. I placed one of the lids of the cutouts back on and inspected thoroughly to make sure there won't be any leaks this time. It's definitely going to be a success.
Today was a big day for the fuel tanks. I finally started putting the left tank back together after months of prep. I placed one of the lids of the cutouts back on and inspected thoroughly to make sure there won't be any leaks this time. It's definitely going to be a success. 
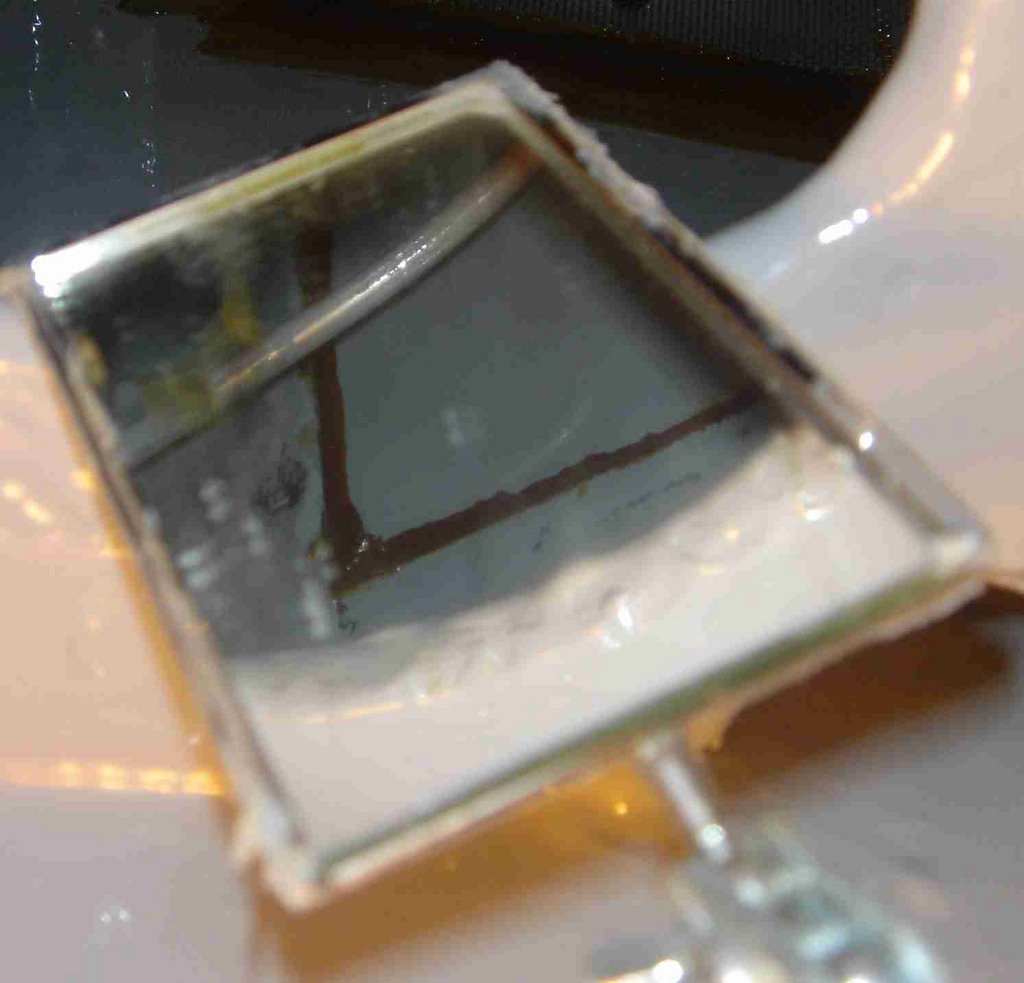
You can see in the inspection mirror that there's a beautifully perfect bead of flox running arount the perimiter of the lid. Two more to do then it's leak test time.

{kind=link}